Подготовка печатной и монтажной плат
Изготовление малогабаритных дросселей
Демонтаж многовыводных деталей
Демонтаж / монтаж микросхем в планарных корпусах
Изготовление «эталонных» катушек индуктивности
Повышение долговечности оксидных конденсаторов
Извлечение радиодеталей без выпаивания
О качестве и применении радиодеталей
О качестве и применении радиодеталей
Оксидные конденсаторы
Лучшими производителями оксидных конденсаторов считают: Nichicon, Nippon, Chemi-Con, Rubycon, немного им уступают: Sanyo, Jamicon, Su’scon и CE(M).
Следует избегать применение оксидных конденсаторов производителей: CapXon (серии KF, GL, GF, реже KM), Licon и JEE.
По практическому опыту (применение в ИИП) в список неблагонадежных также входят: Fuhjyyu, FULLTEC, JH, Samxon, Wendell, Teapo, Truth, SM, GL, G-Luxon, OST, Canicon, CS (SC), HEC
Аудиофильные конденсаторы
Практически нейтрально прозрачными для звукового тракта (применяемые в качестве разделительных) считают конденсаторы серий (либо производства): ССГ, К31, ФТ-2, ФТ-3, Wima, MKP, Hovland, Auri, Cardas, Jensen PIO. В различных источниках литературы указано, что аудиофилы применяют также СГМ-4, К31-11-3Г (слюда+серебро), а также конденсаторы серий К71, К78 (металлоплёночные К78-19 или фольговые К78-16, К78-12, К78-37, К78-2), К73 (К73-16, К73-17, К73-24), К40У-9, К40У-2, К42У-2, ФТ, КГБ-И, К77-1.
Конденсаторы серий К78-19 и К78-16 обладают ничтожной индуктивностью выводов, имеют низкую абсорбцию, характер изменения тангенса угла потерь от частоты для них приближается фторопластовым.
Не следует применять в высококачественных усилителях конденсаторы серий К10-7, К10-19 и их аналоги, обкладки данных конденсаторов выполнены из меди, никеля (название BME). Предпочтение следует отдавать конденсаторам с обкладками из сплава серебра с палладием — К10-73, КМ-3, КМ-4, КМ6б, К10-17-1б (Конденсаторы. Справочник. Под ред. И.И. Четверткова и М.Н. Дьяконова. — М.: Радио и связь, 1993).
ОУ работающие в классе А на высокоомную нагрузку — аудиофильные операционники
LME4971, NE5532, OPA2134, ADA4627, AD8512, AD8055AR, AD8065AR.
Замена устаревших TL072 — TLE2072, TLE2082ACP, OPA2132, OPA2134, RC4560, RC4580
Лужение печатной платы
…с помощью сплава Розе и глицеринового раствора
Необходимо взять алюминиевую ёмкость (по размеру печатной платы), налить в нее глицерин с толщиной слоя примерно 1 см. Посуду с глицерином нагревают до температуры 60 0С, после чего в него добавляют кусочки сплава Розе и продолжают нагревать до их расплавления (нагревать более 100 град. не рекомендуется).
Далее подготовленную к лужению плату (должен быть снят слой окисла) погружают в расплав на 2-5 секунд. Затем плату вынимают и быстро протирают хлопчатобумажным тампоном, удаляя излишки сплава.
… с помощью сплава Вуда
Печатную плату тщательно очищают от окислов и обезжиривают. Затем плату проводниками вверх кладут в эмалированную посуду и заливают минимальным количеством водного раствора лимонной кислоты (3 г на 250 мл воды). Посуду ставят на плиту и разогревают до кипения и затем кладут на плату кусочек сплава Вуда. Как только он расплавится — натирают им проводники платы с помощью хлопчатобумажного тампона или кистью.
После лужения посуду снимают с огня и дают ей остыть. Печатную плату вынимают из раствора и промывают в проточной воде.
Демонтаж / монтаж микросхем в планарных корпусах
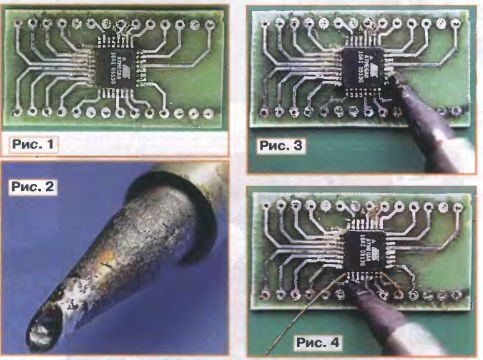
Пайку многовыводных деталей удобно производить с помощью паяльника с жалом типа Microwave (рис.2). Его можно как приобрести готовое так и изготовить самостоятельно, высверлив небольшое углубление на рабочей поверхности аналогичного плоского жала.
Для пайки планарных выводов поступают следующим образом:
- На место предназначенное для корпуса микросхемы помещают немного клея с клеющего карандаша, аккуратно размещают микросхему следя за совпадением выводов и площадок под пайку.
- Припаивают один из крайних выводов, при необходимости поправляют микросхему и припаивают диагонально противоположный вывод.
- Смазывают обильно флюсом остальные выводы (например, густым канифольным лаком)
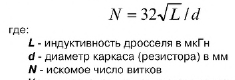
- Убедившись, что припой заполнил без излишка углубление на жале медленно (1 вывод в секунду) проводят по выводам микросхемы. При этом начинают двигаться от не пропаянного крайнего вывода к пропаянному периодически пополняя запасы припоя в жале. Флюс не даст олову замкнуть выводы микросхемы. (Рис.3)
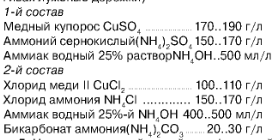
Распайку планарной микросхемы проводят следующим образом (Рис.4):
- Берут эмалированный проводник (например, ПЭВ-2) и продевают его под выводы микросхемы с одной из сторон.
- Один из концов провода крепят как показано на рисунке. Затем, прогревая последовательно выводы микросхемы, вытягивают из под них провод за свободный конец.
Изготовление малогабаритных дросселей
При отсутствии дросселей ДМ-01 их можно изготовить самостоятельно одним из способов приведенных ниже:
1. Взять резистор типа МЛТ-0,5 сопротивлением более 100 кОм. Изготовить и приклеить на керамический каркас резистора щечки, изготовленные из картона (расстояние между щечками — 3-5 мм). Намотку дросселя осуществить проводом ПЭЛ 0,1-0,15, необходимое число витков рассчитывается по формуле:
Концы провода подпаивают к выводам резистора.
2. Взять подстроечный ферритовый стержень от каркаса контурной катушки радиоприемника диаметром 5 мм (пластмассовая резьба убирается). На концы стержня надевают и приклеивают колпачки от резистора МЛТ, затем наматывают провод ПЭЛ 0,1-0,15 до получения необходимой индуктивности (контролируется прибором).
Извлечение радиодеталей без выпаивания
Детали, если требуется таковое, можно высверливать из платы с помощью медицинской иглы 0,8мм. Схема доработки показана ниже:

Щуп для микросхем
Чтобы случайно не закоротить между собой выводы микросхемы при прозвонке мультиметром (осциллографом), можно изготовить насадку на щуп, изготовленную из односторонне фольгированного стеклотекстолита (см.фото):

Повышение долговечности оксидных конденсаторов
Для повышение долговечности оксидных конденсаторов необходимо герметизировать эпоксидным компаундом торец корпуса и выводы. Это позволит значительно повысить срок его использования.
Демонтаж многовыводных деталей
..с помощью пенопласта
Демонтаж можно осуществлять с помощью пенопласта. Его нарезают на небольшие кубики, место пайки разогревают и быстро на короткое время прижимают к месту спайки. При этом почти весь припой остается на пенопласте.
..с помощью фторопластовой трубки или иглы
На вывод впаянной в плату микросхемы или другой многовыводной детали надевают со стороны печати фторопластовую трубку внутренним диаметром близким к толщине вывода детали. Паяльником расплавляют припой и по мере его плавления продолжают одевать трубку. После застывания припоя трубку снимают.
Вместо фторопластовой трубки можно использовать медицинскую иглу предварительно стачив жало.
..снятием печатной дорожки
Если монтаж односторонний и плата после демонтажа детали не нужна, то можно подрезать скальпелем печатную дорожку и аккуратно подогревая ее паяльником с помощью скальпеля и пинцета снять ее с вывода детали.
Травление печатной платы
..приготовление хлорного железа
- Потребуется техническая соляная кислота и двуокись железа (ржавчина). В трехлитровую банку наливают примерно 1 литр кислоты и начинают добавлять понемногу двуокись железа до тех пор, пока не прекратиться реакция. После отстаивания раствор сливают в другую посуду, он готов к травлению. Работы необходимо проводить обязательно вне помещений, также соблюдать все меры предосторожности при работе с кислотой.
- Потребуется железный купорос и аптечный водный 10% раствор хлористого кальция. Раствор хлористого кальция выливают из нескольких пузырьков и открытую посуду и дают отстоятся в теплом месте на открытом воздухе несколько дней (для повышения концентрации). Требуемую концентрацию определяют по выпаданию белых кристаллов. При перемешивании они должны растворится, в противном случае надо добавить по немного воду до растворения. Затем железный купорос растворяют в воде добиваясь максимальной концентрации. Равные по объему приготовленные растворы сливают вместе и тщательно перемешивают. В результате реакции выпадает осадок гипса, который отфильтровывают через марлю, оставшиеся жидкость светло-зеленого цвета — раствор хлористого железа. Этот раствор необходимо оставить на воздухе на 7-10 дней для окисления, его цвет в итоге должен стать желто-бурым.
..восстановление хлорного железа
В процессе травления печатных плат раствор хлорного железа постепенно теряет свою активность, и скорость травления уменьшается. Это объясняется тем, что раствор насыщается ионами меди.
Обычно такой раствор сливают. Однако можно восстановить его активность. В отработанный раствор надо погрузить несколько больших стальных гвоздей. Через некоторое время излишек меди из раствора осядет на поверхности гвоздей и на дне сосуда. После этого раствор сливают в другую посуду, удаляют медь из травильной ванны, очищают гвозди, а затем снова кладут их в ванну и заливают этим же раствором. По мере накопления меди на гвоздях ее удаляют. Таким образом удается значительно продлить «жизнь» раствора хлорного железа.
..травление (растворы)
- При травлении в растворе хлорного железа берется на 150 гр FeCl3 200 мл воды. Время травления 5-10 минут.
2. Для приготовления раствора берется соляная кислота плотностью 1,2, вода и аптечная перекись водорода в пропорциях 2:4:4. Время травления — до 10 минут.
3. Щелочные составы для травления:
4. Раствор медного купороса и поваренной соли: На 500 мл воды — 4 столовые ложки соли и 2 столовые ложки медного купороса. Травление происходит быстрее при подогревании раствора.
..перемешивание травящего раствора
Сокращение времени травления можно добиться за счет постоянного перемешивания раствора. Для этого можно использовать аэратор для аквариума. Заготовку платы укладывают рисунком вниз на пластмассовые подставки, а под нее помещают «распылители» аэратора. Чтобы плата не всплывала, на нее следует положить груз. Использование аэратора сокращает время травления до 4-х раз.
Отливка деталей
Некоторые детали любительской радиоаппаратуры — ручки, кронштейны, стойки, крышки и т. п.— вполне можно изготовить литьевым способом в домашних условиях. Литьевая масса представляет собой смесь порошкообразных оксида магния (сильно прокаленного) и хлорида магния с добавлением воды до тестообразного состояния. Массу заливают в заранее подготовленную форму. Через несколько часов в результате химической реакции масса затвердевает.
Полученный материал — хлорокись магния,— известный под названиями «магнезиальный цемент» и «цемент Сореля», поддается шлифовке, сверлению, распиловке; он легок, не боится действия воды и многих кислот, хорошо противостоит холоду и теплу (до +300°C). В массу можно добавлять наполнители: древесные опилки (этот материал используют в строительстве под названием «ксилолит»), зубной порошок в количестве до 50 % по весу.
Подобную заливочную массу можно получить, добавляя в порошкообразный оксид магния 10-процентный раствор соляной кислоты (100 мл на 25 г). Аналогичными свойствами обладает и смесь оксида цинка (цинковые белила) и хлорида цинка.
Серебрение проводников
Описанным способом можно наносить тонкий слой серебра на печатные проводники платы, на провод для намотки высокочастотных катушек и навесных соединений в аппаратуре и другие детали из меди. В основе способа лежит химическое покрытие, т. е. восстановление на покрываемой поверхности металла из раствора соли.
Для серебрения медного провода потребуются три стеклянных сосуда объемом 0,5 л и проточная вода. В первый сосуд наливают концентрированную серную кислоту плотностью 1,84 г/см3 для декапирования поверхности провода. Второй сосуд, в который постоянно льется вода, нужен для промывки провода перед серебрением и затем — после него. Третий сосуд заполняют раствором для серебрения. Он состоит из нитрата серебра — не более 10 г, глюкозы медицинской — 5 г и аммиака водного 25-процентного — 20 мл. В 250 мл дистиллированной воды растворяют нитрат серебра и затем вливают водный аммиак. После того как образовавшийся в первый момент коричневый осадок оксида серебра полностью растворится, в сосуд добавляют, перемешивая раствор, глюкозу, растворенную в отдельной посуде в 200 мл воды.
Необходимо помнить, что приготовление растворов на водопроводной воде недопустимо. Температура воды для растворов — 20 °С, при этой же температуре проводят процесс серебрения
Содержание аммиака сильно влияет на качество покрытия, поэтому в рецепте дано минимальное его количество, и перед началом работы раствор необходимо корректировать пробами.
Для этого небольшие отрезки декапированного провода погружают в серебрящую ванну на 5… 10 с, увеличивая после каждой пробы количество аммиака в ванне на 1…2 мл до достижения плотного, блестящего, механически стойкого покрытия белого цвета с слегка золотистым оттенком. Корректировку раствора можно упростить при наличии универсального рН-индикатора, этот показатель должен быть равен 8…9. Вместо аммиака для корректировки можно использовать 10-процентный раствор едкого натра или едкого кали.
К содержанию серебра раствор не критичен, поэтому при малом объеме работы количество исходных веществ можно пропорционально уменьшить при том же объеме воды для их растворения.
Для серебрения провод свивают на цилиндрической оправке в крупновитковую спираль и погружают в сосуд с реактивом, удерживая за отогнутый конец провода.
Перед серебрением изделие необходимо механически очистить от грязи и окисла, обезжирить в моющем средстве и провести декапирование. Успех дела во многом зависит от подготовки поверхности к покрытию.
Наиболее характерные отклонения от нормального процесса. Если покрытие представляет собой черный смывающийся налет, то это означает, что либо провод не декапирован, либо в растворе мало аммиака, либо изделие не промыто после декапирования. Когда покрытие имеет холодный синеватый оттенок и местами слой серебра снимается при трении в виде чешуек, в растворе мало аммиака. Снежнобелый, матовый цвет покрытия, образование трещин в месте крутого перегиба говорят о том, что в растворе много аммиака и его необходимо нейтрализовать введением в раствор нескольких капель крепкой азотной кислоты. То же получается при передержке изделия в ванне, образовавшийся толстый слой серебра непрочен. Если изделие плохо очищено или после декапирования длительное время находится в воде или на воздухе, на поверхности вновь образуется оксидная пленка, что приведет к серым пятнам на покрытии и местному его отсутствию.
К недостаткам покрытия можно отнести разницу в упругости слоя и основы, устранить которую можно лишь специальной термообработкой, невозможной в любительских условиях. Необходимо помнить, что наиболее устойчивым к деформациям оказывается лишь тонкослойное покрытие.
Перед окончательной пятнадцатиминутной промывкой проточной водой изделие желательно пассивировать в течение 20 мин в 1-процентном растворе бихромата калия при комнатной температуре.
Серебрящий раствор можно хранить не более недели. Длительное хранение раствора опасно из-за возможного образования осадка гремучих соединений серебра.
Флюсы для пайки
..активный флюс
В качестве флюса при пайке и лужении мягкими припоями можно использовать средство «Niro», предназначенное для чистки металлических и никелированных изделий. Пайке с этим флюсом поддаются все медные сплавы, углеродистая малоуглеродистая и нержавеющая сталь, сплавы с высоким удельным сопротивлением, ковар, инвар, никель и др. Поверхность во многих случаях даже не требуется предварительно зачищать от окислов и жировых загрязнений.
Место пайки достаточно лишь слегка увлажнить флюсом, нанесенный в малом количестве он легко выгорает при пайке. После пайки флюс обязательно нужно смыть.
Доработка паяльника
..заделка шнура питания
Нередко в процессе пользования паяльником проводники шнура обламываются у выхода из ручки.
Для избежания подобной ситуации сразу после покупки паяльника его шнур в точке, отстоящей от ручки на 5-8 см, сгибают на 180°, получившуюся петлю отгибают на ручку и приматывают несколькими витками липкой ленты
Если теперь в шнуре произойдет обрыв, петлю освобождают, без затруднений восстанавливают соединение проводников скручиванием или, еще лучше, пайкой, изолируют место ремонта и петлю снова приматывают к ручке.
..защита стержня от пригорания
Стержень паяльника уже после непродолжительной работы заклинивается в трубке нагревателя так, что вынуть его для замены порой не удается. Можно поступить следующим образом, перед эксплуатацией паяльника стержень нужно вынуть и натереть его поверхность (кроме жала) грифелем мягкого простого карандаша.
Покрытие графитом следует возобновлять после каждого демонтажа стержня. Слой графита в определенной мере уменьшает образование окалины и на открытой поверхности стержня.
Еще один вариант — обмазать тонким слоем смеси силикатного клея и сухой минеральной краски (окиси железа, цинка, магния).
Перед включением паяльника покрытие нужно хорошо просушить, иначе клей вспенится и покрытие будет осыпаться.
..демонтажная насадка
Для демонтажа многовыводных деталей насадку для паяльника нетрудно изготовить из листовой меди толщиной 1,5 — 2 мм. Ниже приведен пример изготовления насадки однорядных многовыводных деталей:
Обработка (окраска) алюминия
Проверить наличие на алюминиевой детали наличие оксидной пленки можно, если без излишнего усилия провести по поверхности алюминия острием иглы. Если заготовка покрыта оксидной пленкой, то игла не оставит следа. При более сильном нажиме на иглу слышен характерный треск разрушаемой пленки.
Получить оксидную пленку без анодирования можно следующим способом. Заготовку надо на 10 минут погрузить в подогретый до 80 °С раствор, содержащий 50 г кальцинированной соды, 15 г хромовокислого натрия и 1 г силиката натрия (дано на 1 литр дистиллированной воды). После этого деталь следует тщательно промыть в проточной воде.
Деталь, покрытую оксидной пленкой, можно окрасить в разные цвета. Для придания золотисто-зеленого цвета деталь на 2…4 минуты опускают в подогретый до 100 °С раствор двухромовокислого калия (15 г) и кальцинированной соды (4 г.) Для окрашивания в черный цвет деталь надо последовательно обработать в трех растворах: щавелевокислого аммонийного железа (50 г, температура раствора 60 °С, время обработки 0,5… 1 мин), затем — уксуснокислого кобальта (50 г, температура 60 °С, время обработки 1…3 мин) и наконец — марганцовокислого калия (50 г, температура 80 °С, время обработки 3… 5 мин).
Состав растворов и режим обработки деталей для придания им других цветов указаны в таблице. Все эти растворы имеют однопроцентную концентрацию. Сначала деталь обрабатывают в растворе первого вещества, а затем, после тщательной промывки в проточной воде, в растворе второго.
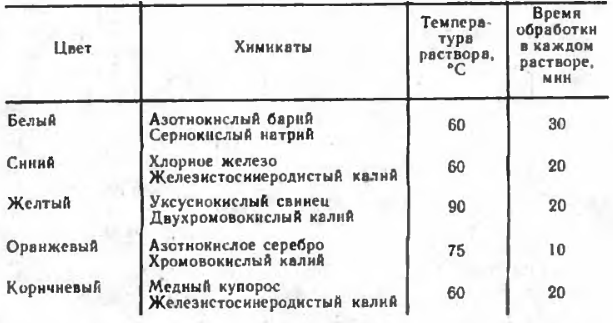
В растворах использоваться должна только дистиллированная вода (везде указан объем на 1 литр).
Подготовка печатной и монтажной плат
..очистка от окисла
1. Для того, чтобы не использовать абразивные материалы для зачистки платы перед пайкой, можно воспользоваться следующим советом. После окончания травления и удаления красителя необходимо мягкой кистью нанести на печатные дорожки раствор лимонной кислоты (2 части объема порошок, 1 часть — вода). Примерно через 30 секунд необходимо протереть плату ватным тампоном и дать высохнуть. Таким же раствором можно удалять плёнку окисла с проводником перед залуживанием.
2. На ватный тампон наносят несколько капель технической соляной кислоты и проводят им по поверхности фольги. После этого плату необходимо тщательно промыть в проточной воде, с начало в горячей, потом в холодной. Отверстия лучше сверлить после данной обработки.
..приспособления для рисования
Для нанесения рисунка проводников удобно пользоваться рамкой из фанеры или толстого картона (должна быть на 1..1,5 мм толще печатной платы). Плату помещают внутрь рамки и по линейке рисуют краской проводники. Рамка позволяет наносить новые линии, не дожидаясь высыхания старых.
..применение спиртоканифольного флюса
При нанесении спиртоканифольного флюса кисточкой он быстро засыхает на ней, и по окончании работы кисточку приходится отмывать в спирте.
Значительно удобнее наносить флюс одноразовым шприцем объемом 2 или 5 «кубиков». В него надо набрать 0,5… 1 «кубик» флюса, а остальной объем заполнить воздухом. Слегка сжимая шприц, выдавливают каплю флюса на место пайки. Для удобства работы иглу шприца следует затупить.
Чтобы флюс не засыхал в канале иглы, после пайки в шприц надо набрать немного воздуха, держа его иглой вверх. В таком же положении и хранят шприц с флюсом.
Если флюс все-таки засох, достаточно коснуться кончиком иглы разогретого паяльника — игла сразу же очистится.
И еще, после пайки отмойте печатную плату спиртом и покройте спиртоканифольным флюсом — она обретет хороший внешний вид, а ее проводники будут защищены от окисления.
..формирование на плате тонких дорожек и элементов
Для формирование на печатной плате узлов, требующих большой точности, например, катушек индуктивности, можно воспользоваться следующим способом. На очищенную и обезжиренную поверхность платы наносят разбавленный спиртом и подкрашенный чернилами с шариковой авторучки слой клея БФ-6. После просушки в течении 2..3 часов скальпелем по металлической линейке вырезают требуемый рисунок проводников. Ненужная часть клея удаляется при помощи того же скальпеля и пинцета. Далее плату можно травить в растворе хлорного железа.
..механический способ формирования печатных проводников
Подлежащие удалению участки фольги прорезаются по контуру, например, скальпелем или иглой. Затем жалом чуть перегретого паяльника прогревают этот участок одновременно подцепляя его скальпелем и удаляют.
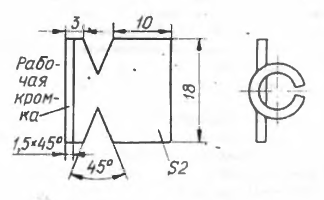
..формирование монтажных площадок на плате
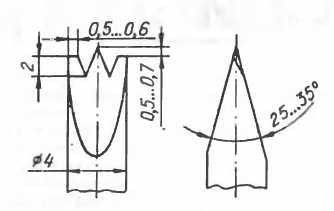
При необходимости получения на плате множества круглых монтажных площадок удобно пользоваться самодельным резцом. Его изготавливают из стальной углеродистой проволоки диаметром 4 мм. После предания необходимой формы, резец закаляют.
..монтажные стойки из резисторов
Удобные монтажные стойки можно изготовить из резисторов серии МЛТ (и др.). Для этого с их корпуса наждачной бумагой тщательно счищают краску и резистивный слой, удаляют оба проволочных вывода и облуживают обе контактные чашки. Стойки припаивают непосредственно к фольге платы.
.. если надо оставить максимум фольги
На предварительно обезжиренной фольге заготовки рейсфедером, ручкой или другим инструментом рисуют все линии, которые надо стравить. В качестве краски используют тушь, в которой растворен сахар в соотношении примерно 1:1.
Когда тушь просохнет, всю поверхность фольги покрывают асфальто-битумным лаком. После высыхания лака заготовку кладут в теплую (но не горячую) воду. Через некоторое время тушь в местах нарисованных линий разбухает и прорывает лак. Ватным тампоном аккуратно удаляют лак и остатки туши. После этого травят плату обычным способом.
Описанный прием удобен при формировании плоских катушек на плате, различных надписей, видных на просвет, и т. п. На практике удается получить протравленные промежутки шириной около 0,1 мм. Для этого толщина слоя битумного лака должна быть очень небольшой — по цвету покрытая лаком плата должна быть похожа на слабый чай.
.. тепловой способ перенесения рисунка на плату
Рисунок платы разрабатываю на компьютере в любом подходящем графическом пакете. Готовый рисунок выводится в зеркальном изображении на лазерный принтер, причем следует использовать только мелованную бумагу. Годятся и страницы какого-нибудь ненужного дорогого журнала — наличие на них рисунков и текста на качество будущей платы почти не влияет.
Полученную распечатку прикладываю рисунком к зачищенной и обезжиренной поверхности фольги будущей платы и с обратной стороны бумаги проглаживаю горячим утюгом до полного прилипания рисунка к поверхности заготовки. Риску — указатель терморегулятора утюга устанавливаю в положение между «•» и «• •» (ближе к «•» ). Качество рисунка будет выше, если бумагу предварительно прикатать к заготовке валиком (фото или резиновым для обоев).
После остывания заготовки её опускаю на 10…15 мин в горячую воду, бумага размокает и легко отделяется, оставляя рисунок на поверхности фольги. Остатки бумаги, постоянно смачивая, аккуратно удаляю иглой.
Очищенную от бумаги заготовку травят в любом имеющемся растворе (хлорное железо, хлорная медь, азотная кислота и т. д.). После завершения процесса травления краску с проводников счищаю скальпелем либо смываю дихлорэтаном или ацетоном. После этого заготовку сверлят по точкам, вытравленным в центре площадок под выводы деталей.
Качество получаемой платы очень высокое. Время на ее изготовление при некотором навыке не превышает 20…30 мин.
При термообработке заготовки не следует перегревать утюг, иначе дорожки рисунка «поплывут». Не пользуйтесь при этом тонкой бумагой, более толстая равномернее передает тепло. Перед проглаживанием следует подождать, пока температура подошвы утюга стабилизируется. От равномерности прогревания существенно зависит качество готовой платы, поэтому лучше всего прогреть и прогладить каждую дорожку в отдельности, поскольку и подошва утюга, и заготовка платы не всегда бывают идеально ровными.
При изготовлении двусторонней печатной платы рисунки обеих сторон платы надо выводить одновременно на один большой лист бумаги, оставив между ними зазор, несколько больший толщины заготовки. Затем лист сгибают по этому зазору, заготовку платы вкладывают в получившуюся «папку” и проглаживают ее утюгом с обеих сторон. Размеры заготовки целесообразно выбирать на 0,5… 1 мм больше требуемых. Заметим, что чем больше размеры платы, тем труднее добиться совмещения отверстий. Здесь может помочь следующий способ: на дальней от сгиба стороне платы делается засверловка 2-х отверстий, предварительно они должны быть симметрично отпечатаны на обоих сторонах листа. Далее с помощью иглы совмещаем обе стороны листа.
Режим выведения оригинала на лазерный принтер должен соответствовать максимальному разрешению и «темному» рисунку. Режим экономии порошка должен быть отключен. Не следует выбирать ширину дорожек меньшей 0.4 мм при плотности печати 300 dpi и 0.2 мм при 600 dpi, поскольку при этом начинает играть заметную роль размер лазерного пятна и дорожки получаются различной толщины в зависимости от их местоположения и направления. Кроме того, если толщина фольги становится сравнимой с шириной дорожек, уменьшается их механическая прочность и увеличивается вероятность разрушения при травлении.
Для лучшей сохранности рисунка рекомендуется еще «на экране” предусмотреть полосу шириной 0,5…0,7 мм по периметру будущей платы. Желательно выводить рисунок в трёх-четырех экземплярах. поскольку из-за неровностей поверхности заготовки платы получить хорошее качество перенесенного рисунка не всегда удается с первого раза.
..изготовление фотошаблона
При недоступности специальных плёнок под печать на лазерных или струйных принтерах в качестве основы для фотошаблона можно использовать карандашную кальку. Рисунок проводников в зеркальном отображении наносится лазерным принтером, для чего лист кальки предварительно «крепится» на лист из обычной бумаги (например, приклеивается по краям. Готовый фотошаблон отделяют от бумаги и используют, как обычно, для экспонирования.
Если лист кальки перед нанесением рисунка обработать бензином, ее прозрачность заметно увеличивается, что позволяет сократить длительность экспонирования примерно в два раза.
По данной технологии можно получить проводники шириной около 0,15 мм, отстоящие один от другого на 0,3 мм.
Доработка мультиметра
У большинства мультиметров включение питания и выбор режимов работы осуществляются одним общим многопозиционным переключателем. При частом использовании мультиметра приходится постоянно включать и выключать прибор, что ведет к интенсивному износу контактов переключателя.
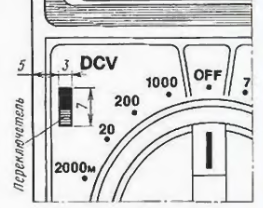
Отключение питания гораздо удобнее и надежнее производить дополнительным выключателем, например, миниатюрным ПД-9-1. ПД-9-2 или подобным импортным.
Для установки переключателя в корпусе прибора необходимо сделать прямоугольное отверстие в удобном для работы месте и, конечно, свободным от радиоэлементов.
Выводы переключателя нужно максимально укоротить. Для закрепления переключателя на корпусе прибора внутри можно применить клей.
Затем выпаивают плюсовой провод питания из платы прибора, а вместо него припаивают провод от переключателя. Плюсовой провод от батареи питания припаивают к другому выводу переключателя.
Изготовление «эталонных» катушек индуктивности
Для калибровки самодельной измерительной аппаратуры катушки с известной индуктивностью и точностью до 5% можно изготовить самостоятельно. Для этого берутся данные из приведённой таблицы. Катушки выполняются однослойными с шагом намотки 1 мм (десять витков на каждый сантиметр длины намотки).

Поскольку выдержать шаг намотки трудно, то для изготовления «эталонных» катушек рекомендуется изготавливать каркасы с канавкой для укладки провода при шаге нарезки 1 мм.
Зачистка проводников
При зачистке провода диаметром менее 0,1 мм возникает ряд трудностей ,поскольку проводники легко обрываются.
Зачистку такого провода можно осуществлять ластиком, содержащим абразивные частицы.

Удаление изоляции можно проводить также следующим образом. Концы жилок проводников слегка обжигают в пламени горелки и помещают в спирт, в котором обожженная эмаль быстро растворяется. После очистки от эмали провод можно лудить и паять.
Способы пайки алюминия
..пайка алюминиевых деталей «скоблением»
На место пайки детали прикладывают кусочек припоя и расплавляют его мощным паяльником или в пламени горелки. При этом припой (в случае возможного перегрева) не должен сворачиваться в шарик. Затем лезвием ножа «надрезают» припой и производят скобление места пайки. Лужение таким образом производится под пленкой припоя, пайка залуженных деталей производится в последствии обычным способом, соединение получается достаточно прочным.
..аспирином
Зачищенное и обезжиренное место пайки покрывают с помощью паяльника тонким слоем канифоли, а затем сразу же натирают таблеткой анальгина. После этого облуживают поверхность припоем ПОС 50 (или близким к нему), прижимая к ней с небольшим усилием жало слегка перегретого паяльника. С облуженного места ацетоном смывают остатки флюса, еще раз осторожно прогревают и снова смывают флюс. Спаивание деталей производят обычным образом.