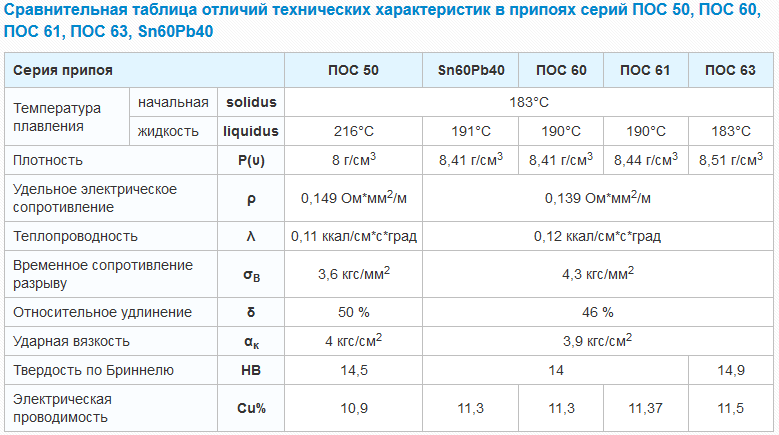
Чем отличаются припои серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40?
Главным отличием является % содержания олова в припое. Отсюда и название ПОС 60 – цифра определяет процентное содержание олова в припое 60%, что в свою очередь влияет на температуру полного расплавления припоя (liquidus). В припоях ПОС 60 и Sn60/Pb40 процентное содержание олова и свинца одинаковое. В сплав добавляют такие элементы, как висмут, железо, сурьма, медь и др., которые влияют на некоторые свойства (растекаемость, смачиваемость и т.п.) в процессе пайки. К тому же припой Sn60/Pb40 полностью соответствует марке сплава Sn60Pb40Sb по международному стандарту EN 29453, а припой ПОС 60 изготавливается в соответствии с ГОСТ 21931-76. В связи с тем, что согласно ГОСТ содержание олова может колебаться от 59 до 61%, принято устанавливать температуру полного плавления не 185°C, а 190°C (liquidus). Припой Sn60/Pb40 полностью превращается в жидкость при 191°C (liquidus) (хотя разница в 1°C не имеет большого значения). Оба припоя проволочного типа и выпускаются с флюсом или без флюса. Разновидности флюсов: RA CF10, RMA FC5000, RMA FC5005, RMA HF532, RMA HF533, С6. В сравнении с большим выбором флюсов в ПОС 60, припой ПОС 61 выпускается только с канифолью или без канифоли. Оба припоя имеют одинаковую температуру расплавления в жидкость +190°C (liquidus). ПОС 61 удобен для тех, кто привык паять с применением канифоли и нету необходимости соблюдать строгие требования к процессу. Припой ПОС 63 по техническим характеристикам схож припоями ПОС 60, 61. Но он считается эвтектическим сплавом, так ближе других находится к эвтектической точке плавления оловянно-свинцовых сплавов. Эвтектической точкой оловянно-свинцовых сплавов считают содержание олова на уровне 61,9%, а у ПОС 63 это значение стремится к 63%. При этом температуры плавления начальная (solidus) и жидкости (liquidus) совпадают: +183°C. Припой ПОС 50 имеет повышенную температуру расплавления в жидкость +216°C, и допустим к применению там, где не требуется соблюдение точного температурного режима. Так же имеет более темный оттенок, чем у ПОС 61, и при застывании капли имеет слегка шероховатую поверхность.
Источник: АС Энергия
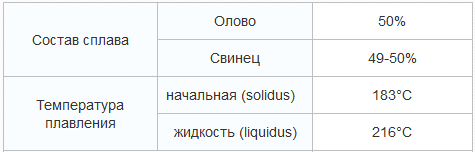
ПОС 50
Припой ПОС 50 без канифоли (без флюса) – оловянно-свинцовый легкоплавкий припой в виде проволоки . Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.). Припой ПОС 50 без флюса производится в виде проволоки диаметром 2 мм, 3 мм в катушкой массой 500г, 1000г и 2000г. Температура плавления составляет 183°C – 216°C.
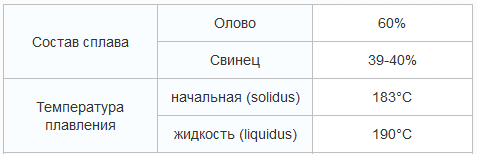
ПОС 60
Припой ПОС 60 – оловянно-свинцовый легкоплавкий припой в виде проволоки или бруска Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.). Припой ПОС 60 производится в виде проволоки диаметром 0.5 мм, 0.8 мм, 1 мм, 2 мм или бруска. Формы: катушка массой 250г, 500г, 1000г; брусок массой 500г. Температура плавления составляет 183°C – 190°C. Химический состав припоя: олово (Sn) 60% и свинец (Pb) 39-40%. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы в соответствии с ГОСТ 21931-76. Выпускается как с флюсом так и без него.
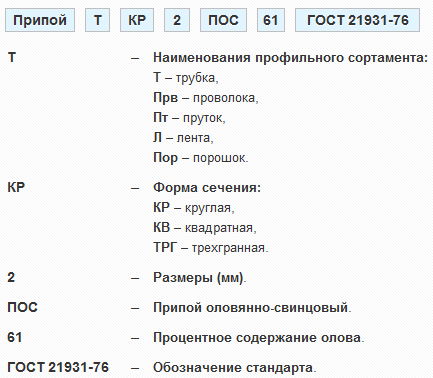
ПОС 61
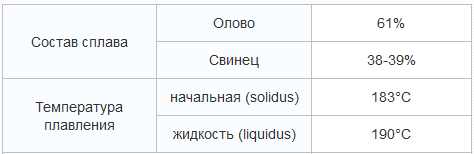
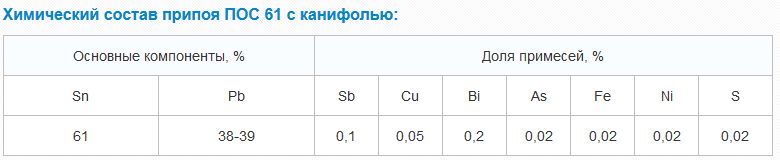
Припой ПОС 61 – оловянно-свинцовый легкоплавкий припой трубчатого (цилиндрического) типа. Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.). Припой ПОС 61 с канифолью производится в виде трубки диаметром 0.8 мм, 1 мм, 1.5 мм, 2 мм, 3 мм. Температура плавления составляет 183°C – 190°C. Химический состав припоя ПОС 61 включает наличие олова (Sn) 61% и свинца (Pb) 38-39%. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы в соответствии с ГОСТ 21931-76.
ПОС 63
Припой ПОС 63 – оловянно-свинцовый легкоплавкий припой в виде проволоки с флюсом и бруска без флюса. Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.). Припой ПОС 63 с флюсом производится в виде проволоки диаметром 0.5 мм, 0.8 мм, 1 мм, 2 мм, 3 мм и содержанием различных флюсов: RA CF10, RMA FC5000, RMA FC5005, RMA HF532, RMA HF533, С6. Формы изделия: катушка массой 250г, 500г и 1000г или брусок массой 500г. Температура расплавления припоя совпадает с эвтектической точкой (точки плавления начальная (solidus) и жидкость (liquidus) совпадают) оловянно-свинцовых сплавов и составляет 183°C. Легкоплавкость этого «мягкого» припоя ПОС-63 и содержание флюса гарантирует хорошую растекаемость на рабочей поверхности, тем самым гарантируя качественную пайку с минимальным количеством брака. Припой вводится небольшими количествами в область стыка соединяемых элементов без разрушения конструкции, обеспечивая надежную фиксацию соединения и возможность проводить ток между соединяемыми элементами. Химический состав припоя ПОС 63 включает наличие олова (Sn) 63% и свинца (Pb) 36-37%. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы в соответствии с ГОСТ 21931-76.
Основное предназначение флюса — разрушение оксидного налета, который образуется в процессе пайки или эксплуатации, негативно влияющий на процесс соединения (пайки). Технология пайки зависит от анализа свойств материала и правильности подготовки деталей. Правильно подобранный флюс в припое ПОС 63 гарантирует качественную спайку без возможных осложнений в дальнейшей эксплуатации.
Преимущества содержания флюса в припое:
- Малое количество остатков на поверхности печатного узла;
- Высокая скорость пайки и смачиваемость;
- Оптимальная температура плавления – 150°С;
- Устойчивость к образованию коррозии;
- Низкое содержание вредных веществ, приятный запах;
- Качество, экономичность.
Основной недостаток применения некоторых типов флюса в припое – гигроскопичность. Это может привести к ржавлению мест пайки.

Sn60 Pb40
Припой Sn60 Pb40 – оловянно-свинцовый легкоплавкий припой в виде проволоки с флюсом или без флюса. Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов. выпускается в виде проволоки диаметром 0.5 мм, 1 мм, 1.5 мм, 2 мм в катушках массой 100г или 250г. Температура плавления составляет 183°C – 191°C, что дает возможность точно и тщательно припаивать изделия, которые нельзя подвергать значительному нагреву (требуется соблюдение температурного режима). Легкоплавкость этого «мягкого» припоя Sn60/Pb40 гарантирует хорошую растекаемость на рабочей поверхности.